Have you ever finished a soldering job only to discover a tiny pinhole leak days later? It’s frustrating, time-consuming, and often stems from one simple error: improper flux application. Many DIYers and even some apprentices struggle with the golden rule of plumbing soldering. Knowing exactly how much tinning flux to use on copper plumbing is the difference between a joint that lasts decades and one that fails under pressure.
In this guide, we will break down the science behind flux, provide step-by-step instructions for perfect application, and answer the most common questions to help you master your copper piping projects with confidence.
Why Flux Quantity Matters in Copper Soldering
Before we dive into the “how much,” it is crucial to understand the “why.” Flux is not just a lubricant; it is a chemical cleaning agent. When you heat copper, oxygen reacts with the metal surface to create copper oxide. Solder cannot bond to oxide; it can only bond to pure, clean metal.
Flux performs two critical functions:
Chemical Cleaning: It dissolves existing oxides and prevents new ones from forming during heating.
Capillary Action Indicator: Properly applied flux helps draw the molten solder into the joint via capillary action.
If you use too little flux, the joint will be starved of protection, leading to “dry joints” or leaks. If you use too much, the excess flux can boil inside the pipe, causing solder splatter, weak joints, or even corrosion over time if not cleaned properly.
The industry standard recommendation is simple: Apply a thin, even coat.
You should apply enough flux to completely cover the male end of the pipe (the part that goes inside) and a light coating on the inner wall of the female fitting. However, “thin” is the operative word. You are not painting a fence; you are applying a microscopic layer of chemical protection.
Visual Cues for Correct Amount
Correct: The copper looks slightly wet or glossy. You can still see the metallic shine of the copper through the flux.
Too Little: Patches of dry, dull copper are visible.
Too Much: Flux is globbing at the edge of the fitting, dripping, or pooling inside the pipe.
Pro Tip: A good rule of thumb is that the amount of flux should be roughly equivalent to the thickness of a sheet of paper. If you can feel a ridge of flux with your finger, you have used too much.
Step-by-Step Guide to Applying Tinning Flux
To ensure you are using the correct amount every time, follow this precise workflow. This method aligns with best practices recommended by professional plumbers and manufacturers like Oatey and Hercules.
Step 1: Clean the Surfaces Thoroughly
Flux cannot clean dirty pipes. Before applying any flux, you must mechanically clean the copper.
Use emery cloth or a wire brush.
Scrub the outside of the pipe end until it shines like a new penny.
Scrub the inside of the fitting similarly.
Critical: Do not touch the cleaned surfaces with your bare fingers, as skin oils will contaminate the metal.
Step 2: Apply Flux to the Male End
Dip your flux brush into the container. Wipe off excess on the rim so the brush is damp, not dripping.
Apply a uniform layer to the entire outer surface of the pipe end that will insert into the fitting.
Extend the flux about 1/4 inch past the depth of the fitting socket.
Step 3: Apply Flux to the Female Fitting
Insert the brush into the fitting.
Apply a very light coat to the inner walls.
Note: You need less flux here than on the pipe. The goal is simply to ensure no air pockets remain.
Step 4: Assemble Immediately
Insert the pipe into the fitting.
Give it a slight quarter-turn to spread the flux evenly across both surfaces.
Wipe away any excess flux that squeezes out around the rim with a rag. This prevents carbon buildup during heating.
Common Mistakes When Using Tinning Flux
Even experienced DIYers make these errors. Avoid them to ensure your joints hold up to US building codes and daily water pressure.
Mistake
Consequence
Solution
Using Too Much Flux
Excess flux boils, causing solder to spit out. It can also create voids in the joint.
Wipe off excess before heating. Use a smaller brush.
Using Too Little Flux
Oxidation occurs during heating. Solder balls up instead of flowing into the joint.
Ensure full coverage of the male end.
Applying Flux to Dirty Pipes
Flux cannot penetrate grease or heavy oxidation. Joint will fail.
Always clean with emery cloth first.
Waiting Too Long After Application
Flux dries out or collects dust/debris.
Solder the joint within 10–15 minutes of applying flux.
Tinning Flux vs. Regular Paste Flux: What’s the Difference?
It is important to clarify terminology. In plumbing, “tinning flux” often refers to fluxes that contain a small amount of powdered solder (usually lead-free tin/silver/copper mix). This is different from standard acid-free paste flux.
Standard Paste Flux: Contains only chemicals (zinc chloride, ammonium chloride, etc.). It cleans but adds no metal.
Tinning Flux (Self-Tinning): Contains fine particles of solder suspended in the flux.
Why does this matter for quantity? When using tinning flux, you must be even more conservative with the amount. Because it contains metal particles, excess tinning flux can leave gritty residues or cause uneven solder distribution if not wiped cleanly. For standard plumbing joints (sweating), standard paste flux is more common. Tinning flux is typically reserved for difficult-to-solder metals or specific repair scenarios where pre-tinning is beneficial.
For more detailed chemical compositions and safety data regarding flux ingredients, you can refer to the general overview on Wikipedia’s Soldering page.
Expert Tips for Perfect Joints
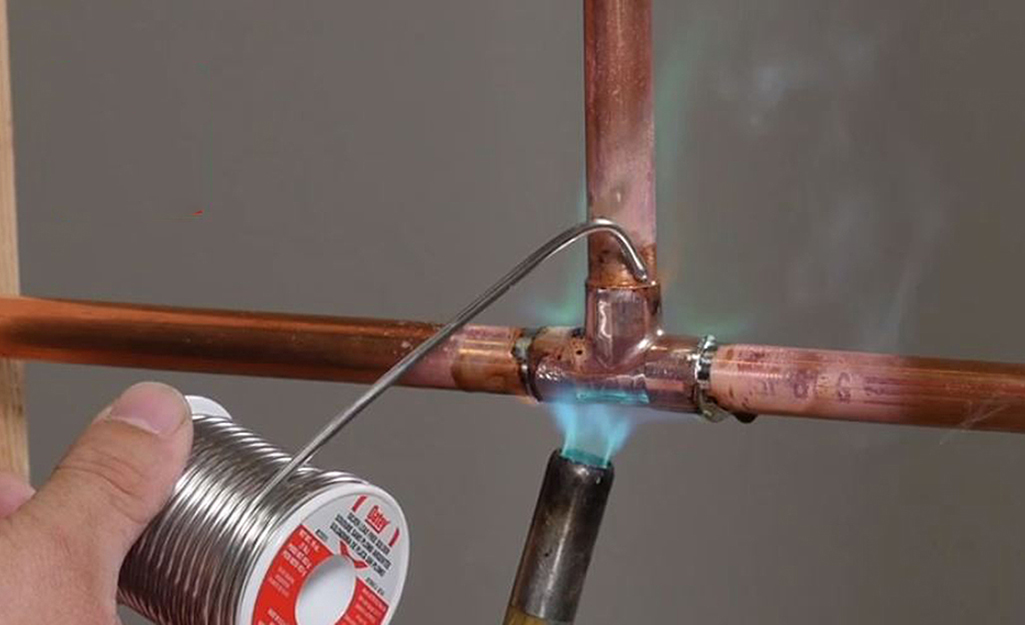
Temperature Control: Heat the fitting, not the solder. When the copper reaches the right temperature (approx. 400°F – 800°F depending on alloy), the flux will sizzle gently. Touch the solder to the joint opposite the flame. If it melts instantly and flows in, you’re good.
Ventilation: Always work in a well-ventilated area. Flux fumes can be irritating to the respiratory system.
Clean Up Afterward: Once the joint has cooled, wipe it with a damp cloth to remove residual flux. Leftover flux is acidic and can corrode copper over many years, potentially leading to pinhole leaks.
FAQ Section
1. Can I use too much tinning flux on copper pipes?
Yes. Using too much flux can cause the flux to boil violently when heated, creating bubbles that prevent solder from filling the joint completely. It can also lead to excessive spattering of molten solder, which is a safety hazard. Always wipe away excess flux before heating.
2. Does tinning flux expire?
Yes, flux can dry out or separate over time. If your flux looks crusty, separated, or has an unusual odor, it is best to replace it. Expired flux may not clean the copper effectively, leading to poor solder adhesion. Most manufacturers recommend using flux within 1–2 years of opening if stored properly.
3. Do I need to apply flux to both the pipe and the fitting?
Ideally, yes. While applying flux only to the pipe is common among some DIYers, applying a light coat to both the male pipe end and the female fitting ensures complete coverage. This eliminates the risk of dry spots inside the fitting where capillary action might fail to draw the flux.
4. What happens if I don’t use enough flux?
If you use insufficient flux, the copper will oxidize rapidly when heated. The solder will not bond to the oxidized surface, resulting in a “cold joint” or a joint that looks lumpy and uneven. These joints are prone to leaking immediately or failing under thermal expansion cycles.
5. Is tinning flux safe for drinking water lines?
Yes, provided you use flux labeled as “Safe for Drinking Water” or compliant with NSF/ANSI Standard 61. Most modern tinning and paste fluxes sold in the US for plumbing are lead-free and safe for potable water systems. Always check the label for NSF certification.
6. How long can I wait between applying flux and soldering?
You should solder the joint as soon as possible after applying flux, ideally within 10 to 15 minutes. If left too long, the flux can dry out, attract dust, or lose its chemical effectiveness, requiring you to clean and re-flux the joint.
Conclusion
Mastering how much tinning flux to use on copper plumbing is a foundational skill for any plumber or DIY enthusiast. Remember the golden rule: a thin, even coat is all you need. By cleaning your pipes thoroughly, applying flux conservatively to both the pipe and fitting, and wiping away excess before heating, you ensure strong, leak-free joints that stand the test of time.
Don’t let fear of leaks stop you from tackling your next plumbing project. With the right technique and attention to detail, you can achieve professional-grade results right from your first try.
Found this guide helpful? Share it with your fellow DIYers on Facebook, Pinterest, or Reddit to help them avoid common soldering mistakes!
Leave a Reply